3 ways a pendant is the tool you need for your Pocket NC

Hey everyone! Happy machining. A pendant console is most likely the one tool you never thought you needed for running your Pocket NC machine. A pendant is a great way to untether your computer from your CNC, make stock touch-offs faster and easier, and free you up from babysitting your Pocket NC while it cuts away on a part. 'Made with CNC', a handheld console manufacturer, has created a pendant that interfaces directly with Penta Machine Company’s Kinetic Control interface (version 5.3.0 and higher), no drivers necessary. Get ready to find out how a pendant will take your Pocket NC to another level.
Untether your computer

You have loaded your g-code, done your touch-offs, and measured your tool length on your Pocket NC and now you are ready to start your program. Does your computer need to remain next to your Pocket NC for the entire length of time it takes to cut your part? No. With a pendant, you can use your computer elsewhere in your shop while the pendant stands in for the most used controls while your program is running. If this is the first time cutting a part, you may want to optimize your speeds, feeds, and velocity on the fly. With a pendant attached to your Pocket NC, you can tweak your settings without reconnecting your computer.
Make touch-offs faster and easier

A pendant allows you to look directly at your tool as it approaches the stock. The 'Made with CNC' pendant’s dial has detents, which provide positive feedback to your hand as your tool or edge finder approaches the stock. Rotate the resolution dial and refine your touch-off measurement without having to take your eye off the tool and your stock.

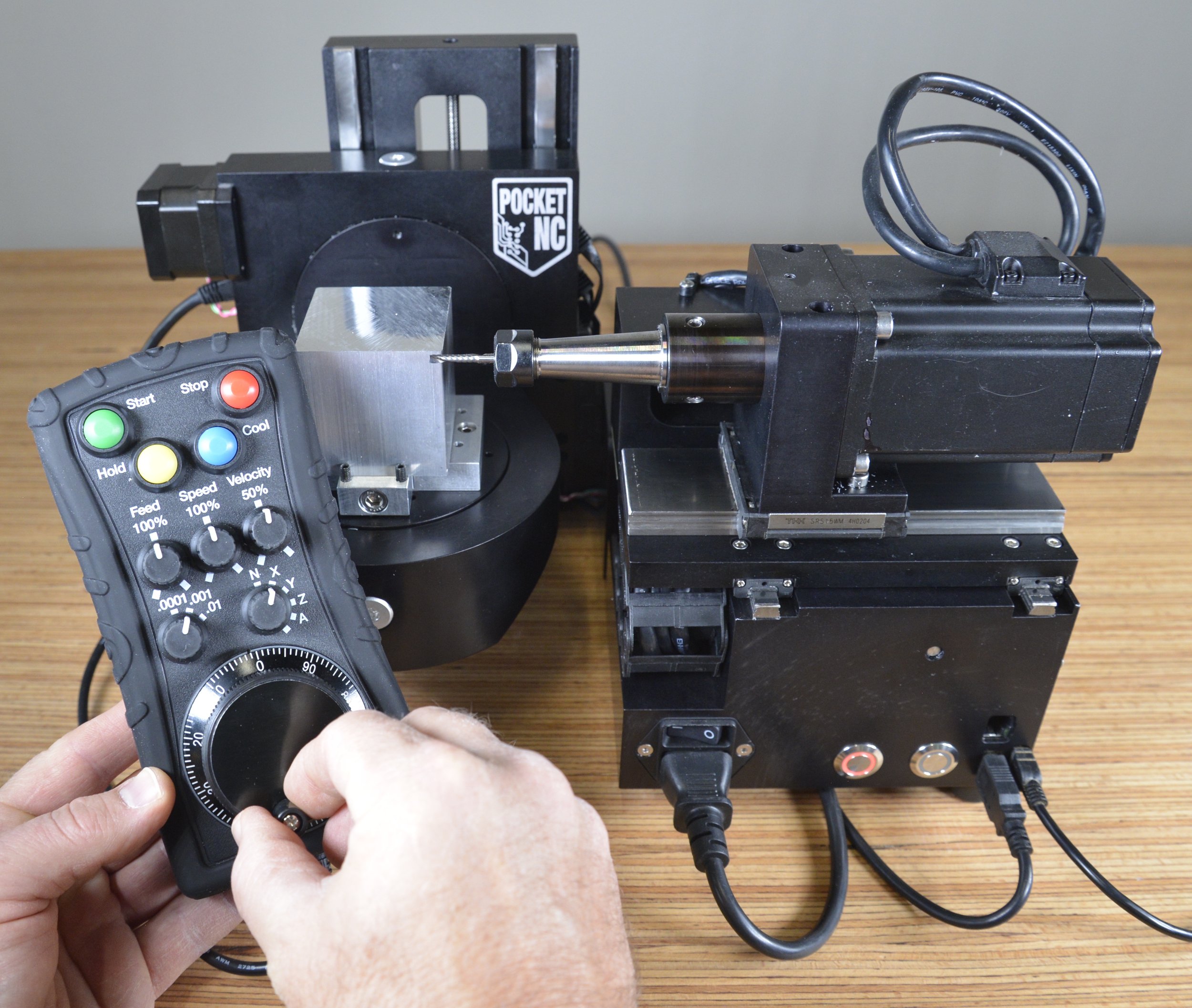
The 'Made with CNC' pendant has a dial switch to select any of the 5 axis movements and a dial switch that selects three different jogging resolution steps. ‘Made with CNC’ has made it easy to modify the resolution steps by simply configuring the Pocket NC’s INI settings. Visit Made with CNC’s documentation page to view instructions on how to customize the pendant’s operation.
●The X, Y, and Z linear axis resolution steps are X100, X10, and X1, which corresponds to the default 0.0001, 0.001, and 0.01 inch steps respectively. Stepping in even mm steps is easy to accomplish by changing a scale factor in the INI.
●The rotary axis A corresponds to R1 (Rotary 1) and rotary axis B corresponds to R2 (Rotary 2). The default A and B rotary axis resolution steps are 0.01, 0.1, and 1 degrees.


Make adjustments remotely
You are working at your desk and something just does not sound right at your Pocket NC mill. By the time you get up, hurry over to the Pocket NC, your tool has driven into your stock, ruining hours of cutting time. The 'Made with CNC' pendant has a generous USB cable that is over 9 ½ feet (2.95 meters) long. With a press of a button on the pendant, you can pause your g-code program, or if the need arises, activate the STOP to turn off the spindle.
The 'Made with CNC' pendant has button controls for:
● Start - this is the same as CYCLE/START in Kinetic Control and is for starting or restarting your g-code program. Pressing Start on the pendant will light the Start/Pause button on the Pocket NC, indicating that the program is running.

●Hold - this is the same as FEED HOLD in Kinetic Control and pauses the g-code program by halting the axis movements but does not stop the spindle from rotating. Pressing Hold on the pendant will make the Start/Pause button on the Pocket NC flash, indicating that the program is paused.

●Aux - as of the writing of this blog, the Aux button has no function in Kinetic Control. ‘Made with CNC’ has indicated that the functionality of the Aux button might be configurable. Visit ‘Made with CNC’s documentation page to view instructions on how to customize the pendant’s operation.
●Stop - this is the same as the RESET in Kinetic Control and stops all the machine’s motors, including the spindle, without removing power from the motors so the Pocket NC does not need to be homed after pressing Stop. Pressing stop will take the g-code program back to the beginning and should not be used to pause the machine.

Imagine you are beginning to cut a part for the very first time. You were conservative when selecting your feeds and speeds so each tool path may take longer to complete than necessary. With a pendant, you can be working at your desk and listen to how the machine is cutting and use the 'Made with CNC' pendant’s three adjustment dials to optimize your speeds and feeds.
The 'Made with CNC' pendant has dials to adjust:
●Feed - this dial corresponds to the FEED RATE slider in Kinetic Control and adjusts how fast the machine moves the tool during feed rate moves (F values).
● Speed - this dial corresponds to the SPINDLE RATE slider in Kinetic Control and adjusts the speed at which the spindle rotates (S values).
● Velocity - this dial corresponds to the MAX VELOCITY slider in Kinetic Control and controls the maximum speed the tip of the tool can move, during any type of axis movement.

Configure Kinetic Control
Already have a 'Made with CNC' pendant? Great! You can enable your pendant by modifying the Pocket NC machine’s INI overlay.
CONFIG> SERVER> MACHINE CONFIG> INI OVERLAY> PENTA_FEATURES> (click EDIT OVERLAY) and add HANDHELD_CONSOLE (set value to 1), click RESTART SERVICES
You can check out the 'Made with CNC' pendant console at their web store at https://store.madewithcnc.com/products/hand-held-console-for-penta-machines or email them at support@madewithcnc.com.