Solo Material Testing: Titanium
In order to better understand how the Solo would perform when cutting materials with varying degrees of machinability, the Penta team put together a standard test procedure that provides values for key metrics and allows for direct comparison between materials.
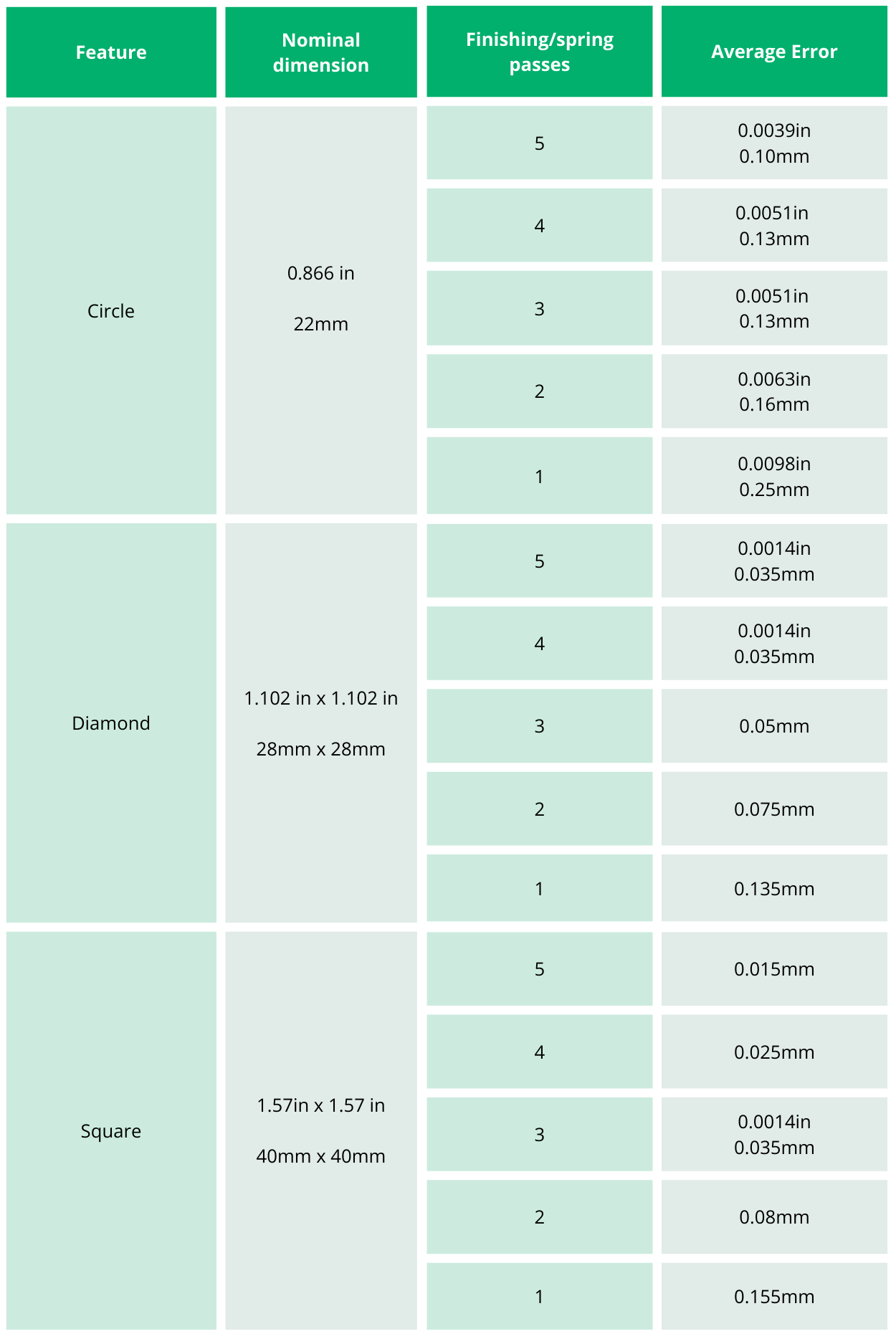
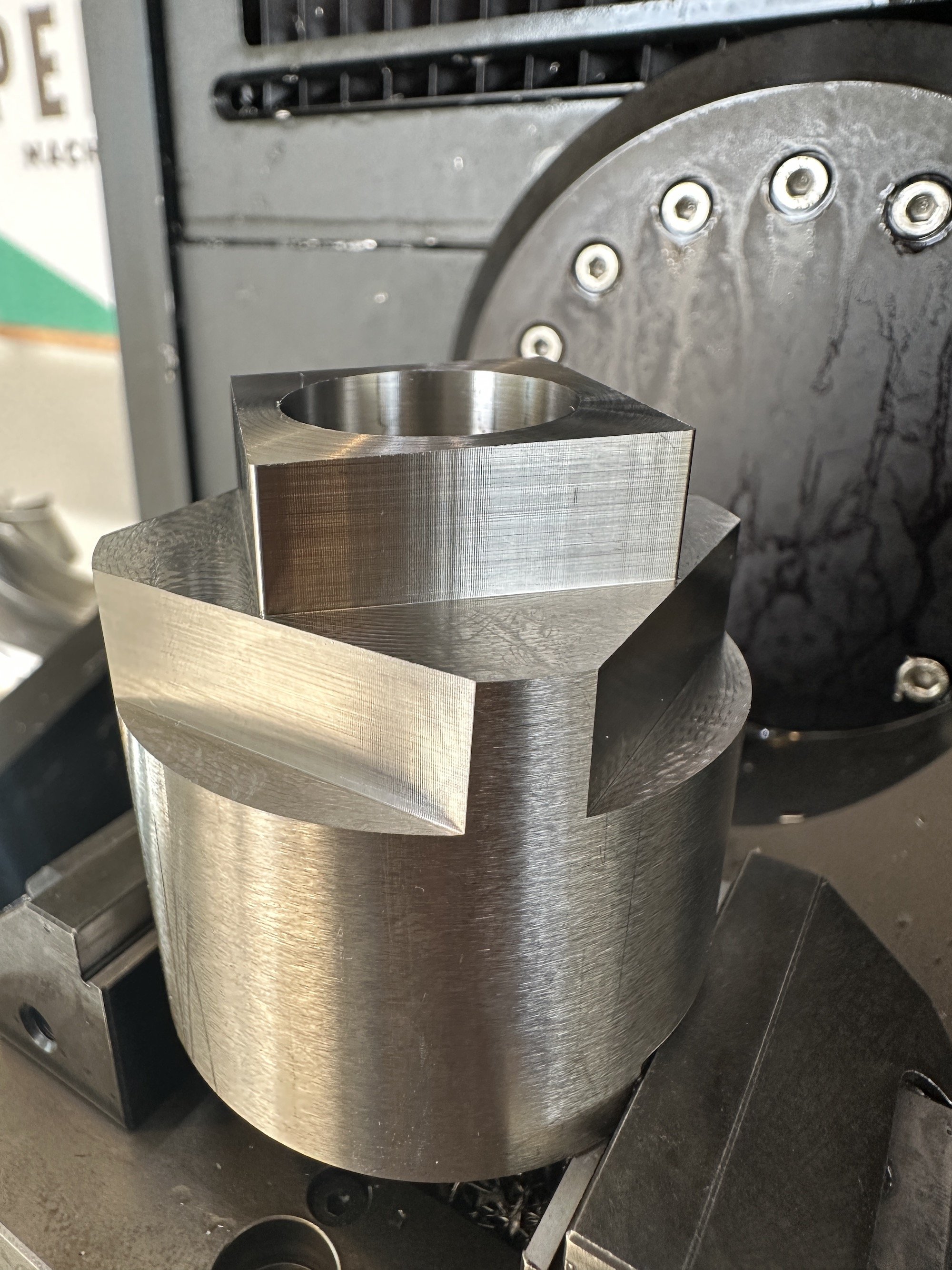
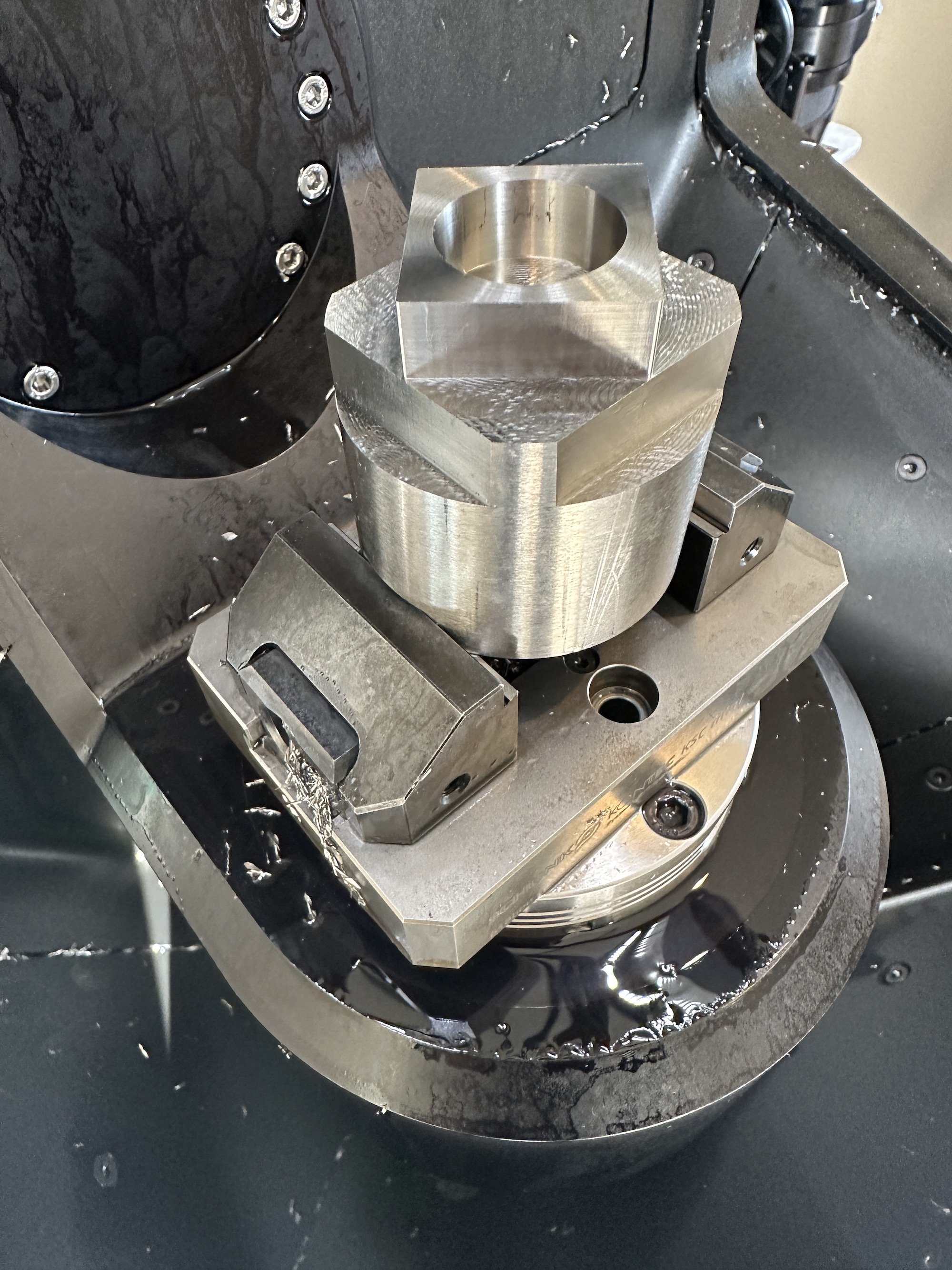
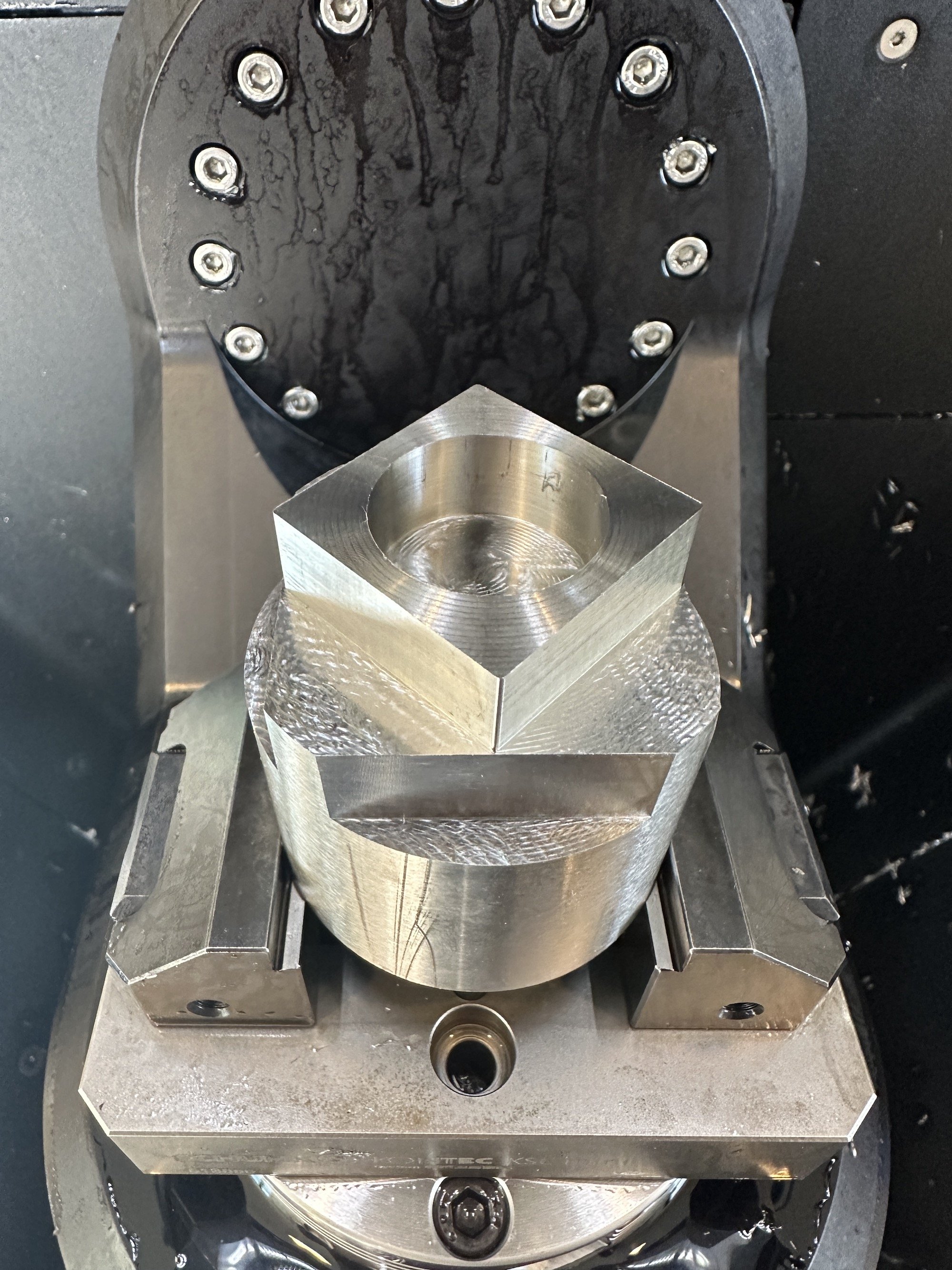
The part chosen for the material testing is a basic part, simply known as the Circle Diamond Square (CDS). The CDS is known to be used by some of the largest manufacturers in the world to test the squareness and accuracy of milling machines, so it seemed a great fit for this test. Each feature - circle, diamond and square - tests the linear axes’ coordination, rigidity and accuracy in a different way, providing insight into the construction and abilities of the machine.
Below are the results for Grade 5 Titanium.
Material:
Grade 5 Titanium
Stock size:
2in diameter by 2in long
Workholding:
Schunk vero-s mini90 direct clamping to Schunk Mini Vise
Tooling:
Helical Tools 24017 (1/4”, 7 flute)
Stick-out: 23 mm
Roughing feeds/speeds:
Profiling
6112 RPM
34.22 IPM
.02 WOC
.250 DOC
Boring
6112 RPM
25 IPM
.02 WOC
.250 DOC
2 degree helix ramp at 9.8 IPM
Finishing feeds/speeds:
6112 RPM
34.22 IPM
.02 WOC
.250 DOC
Results
What went well:
The 7 flute tool paired with the light WOC resulted in a very nice sounding cut. And after starting with the feed rate turned down, I was able to work it all the way up to the tool manufacturer’s suggested rate of over 34 IPM. This was great because it compensated for the time it took to take lighter cuts but still resulted in a great sounding cut with a nice surface finish.
The speeds and feeds we did end up using for the 7 flute tool by Helical are pretty close to the manufacturer’s recommended speeds and feeds so with the right tool and manufacturer, a user could potentially start there.
Times:
Roughing w/ 1 finish pass: ~21 min
Second finish pass: ~36 sec
Total: ~ 21 min 36 sec (Max velocity turned down to 25%)
Note: less material needed to be removed due to starting with round stock)
Confirmed Specs:
Max MRR (for this program): ~0.17 cubic inches per minute